






Amulite automatinė AAC blokų gamybos linija






Trumpas aprašymas:
Produkto detalė
Produkto etiketės

Kas yra AAC blokas?
AAC bloko koncepcija: AAC blokas yra pagrįstas silicinėmis medžiagomis (smėliu, lakiaisiais pelenais, silicio turinčiomis medžiagomis ir tt) ir kalkingomis medžiagomis (kalkėmis, cementu), kaip pagrindinėmis žaliavomis, sumaišytomis su orą sugeriančiomis medžiagomis (aliuminio milteliais) , Po proceso žaliavų supylimas, srutų maišymas, išpylimas, išankstinis kietėjimas, pjovimas, autoklavas, kietėjimo procesas ir pakuotė, skirta AAC blokams gaminti; jis vadinamas akytuoju betonu, nes jame yra daug vienodų ir mažų porų Jis yra gazuotas.
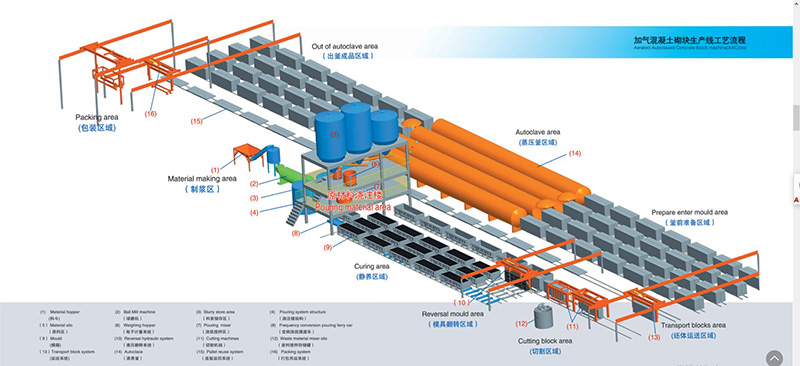
 Koks yra AAC blokų gaminių gamybos procesas?
Koks yra AAC blokų gaminių gamybos procesas?
1) : visų žaliavų dozavimas ir mišri srutos;
2) : srutos patenka į išpylimo sistemą, sumaišius, tada pilant į formų dėžutę;
3) : pelėsių dėžutės viduje (plokštės sutvirtinimas), po tam tikros temperatūros ir išankstinio sukietėjimo laiko;
4) : Kai šlapias skydas pasieks tam tikrą kietumą, formų dėžė ir plokštės bus pakeltos į pjovimo mašiną apyvartiniu kranu, o kranas atlieka šias funkcijas:
5) : A: Formos dėžutę reikia pasukti 90 laipsnių ore (viena formos dėžutės pusė tampa atramine šlapio skydo korpuso plokšte, kol baigsis autoklavo procesas),
6) :B: reikia pakelti prie vežimėlio arba pjovimo atraminio rėmo, kad būtų visiškai atidaryta forma; C: nuimtas formos rėmas ir grąžinimo autoklavo šoninė plokštė yra sujungiami, kad būtų suformuota formos dėžutė po valymo, purškimo aliejaus ir pakartotinai Pilimas ;
7) : Ir šlapio skydo korpusas yra nupjaunamas šešiais žingsniais pjovimo mašinoje: 1: Pirmiausia nupjauna abi plokštės korpuso puses vertikaliai; 2: tada pjauna išilgai ir horizontaliai;
8) : Pagaliau pjauna horizontaliai horizontaliai arba peiliu;
9) : Pjaustytos plokštės korpusas iš pusgaminio krano kartu su apatine plokšte pakeliamas į autoklavo vežimėlį;
10): Tada sugrupuojamas į autoklavą, skirtą aukštoje temperatūroje ir aukštu slėgiu kietinti;
11) :Po kietėjimo šulinyje autoklave vežimėlis bus išvežtas ir paliktas autoklave;
12) : Gatavi produktai yra sukrauti arba pakraunami į sunkvežimį gatavų gaminių talpinimo kranu, supakuoti šulinyje;
13): grąžinama autoklave kietėjimo šoninė plokštė;
Apie pagrindinių žaliavų įvadą
AAC blokų gamyboje gausu žaliavų, ypač naudojant lakiuosius pelenus kaip žaliavas, kurios gali ne tik visapusiškai panaudoti pramoninių atliekų likučius, tvarkyti aplinkos taršą ir nepakenkti dirbamai žemei, bet ir sukurti gerą socialinę ir ekonominę naudą. Yra geras tradicinių kieto molio plytų pakaitalas. Gerus perspektyvius sienų gaminius labai palankiai įvertino vyriausybė, nekilnojamojo turto bendrovė, statybų komanda, vyriausybė nustatė mokesčių politiką, aplinkos apsaugos politikos paramą, galime numatyti plačias rinkos plėtros perspektyvas;
1. Lakieji pelenai/kvarcinis smėlis
Lakieji pelenai / kvarcinis smėlis yra pagrindinė AAC bloko gaminio žaliava ir pagrindinis akytojo betono silicio ir aliuminio komponentų šaltinis;
2. Cementas
Cementas yra pagrindinis AAC bloko stiprumo šaltinis, jis suteikia pagrindines kalkingas medžiagas AAC blokui, cementas, tinkamas AAC blokų gamybai, turėtų būti pasirinktas daugiausia pagal cemento tipą ir rūšį; Gaminamas 52,5 klasės paprastas Portlandas Pirmiausia reikia pasirinkti cementą. Apskritai, siekiant sumažinti gamybos sąnaudas, taip pat galima naudoti 42,5 klasės įprastą portlandcementą;
3. Kalkės
Kalkės taip pat yra viena iš pagrindinių AAC blokų gamybos žaliavų. Jo pagrindinė funkcija yra bendradarbiauti su cementu, kad būtų tiekiamas efektyvus kalcio oksidas, kad jis galėtų sąveikauti su SIO2 ir Al203 silicinėse medžiagose hidroterminėmis sąlygomis ir gaminti silicio hidrato kalcį. Rūgštis. Todėl kalkės yra vienas iš pagrindinių AAC bloko stiprumo šaltinių. Veiksmingas kalcio oksido kiekis kalkių, naudojamų AAC blokams gaminti, turėtų būti didesnis nei 65%, pageidautina didesnis nei 80%.
4. Gipsas
Gipsas yra oro evoliucijos proceso reguliatorius AAC blokų gamyboje. Reguliuojantis gipso poveikis daugiausia atsispindi sulėtėjus negesintų kalkių virškinimui ir srutų sutirštėjimo greičiui. Pagrindinė cheminė gipso sudedamoji dalis yra CASO4; yra trijų tipų gipsas. Rinka; Neapdorotas Paryžiaus gipsas, anhidritas ir tinkas. Be to, gipso atliekos taip pat gaminamos cheminės gamybos procese. Pavyzdžiui, fosfatinių trąšų gamybos fosfatinis gipsas, fluoro chemikalų gamybos fluorogipsas ir tistanas Dioksidas.Šis gipsas yra pigus ir gali pakeisti natūralų gipsą bei sumažinti gamybos sąnaudas;
5. Orą generuojantis agentas
AAC blokas turi turėti orą generuojantį agentą, kad bloke susidarytų poras, kad susidarytų lengva poringa struktūra;
6. Putų stabilizatorius
Po orą generuojančių agentų dujų dėl plonos formos sienelės lengva sulaužyti ir sunaikinti putas veikiant įvairioms sąlygoms, o tai turi įtakos betono kokybei. Todėl būtina pridėti putų stabilizatorių. Srutos.
Gamybos procesas
1) : AAC bloko žaliavų saugojimas ir tiekimas
Žaliavos į gamyklą gabenamos automobiliais, o musė (smėlis, akmens milteliai) koncentruojasi žaliavų kieme, o panaudojus pristatoma į bunkerį. Cementas supakuotas į maišus arba birus cementas saugomas cemento sandėlyje. Naudojamas, pakraunamas ir transportuojamas į bunkerį. Cheminės medžiagos, aliuminio milteliai ir tt dedami į cheminių medžiagų saugyklą ir aliuminio miltelių saugyklą, o panaudojus perduodami į gamybos dirbtuves.
2) ![]() AAC blokų žaliavų perdirbimas
AAC blokų žaliavų perdirbimas
Lakieji pelenai (arba smėlis, akmens milteliai) siunčiami į rutulinį malūną per elektromagnetinį vibruojantį tiektuvą ir juostinį konvejerį, o sumalti lakieji pelenai (arba smėlis, akmens milteliai) siunčiami į srutų rezervuarą, kad jie būtų saugomi naudojant lakiųjų pelenų siurblį.
Kalkės į žandikaulių smulkintuvą siunčiamos elektromagnetiniu vibraciniu tiektuvu ir juostiniu konvejeriu smulkinti. Susmulkintos kalkės kaušiniu liftu tiekiamos į kalkių laikymo rezervuarą, o tada sraigtiniu konvejeriu siunčiamos į rutulinį malūną. Kaušinis liftas tiekiamas į miltelių išpilstymo baką. Rankiniu būdu išmatavus chemikalus tam tikra proporcija, gaminamas tam tikros koncentracijos tirpalas ir siunčiamas į laikymo baką saugojimui.
Aliuminio milteliai transportuojami iš aliuminio miltelių sandėlio į gamybos cechą ir elektriniu keltuvu pakeliami į antrąjį gamybos pastato aukštą. Supilkite į maišytuvą, kad kiekybiškai įpiltumėte vandens, ir sumaišykite juos į aliuminio miltelių suspensiją.
3) : srutų maišymas ir AAC blokų išpylimas;
Kalkės ir cementas nuosekliai siunčiami į automatines svėrimo svarstykles sraigtiniu konvejeriu po miltelių išpilstymo baku, kad būtų galima atlikti bendrą matavimą. Po svarstyklėmis yra sraigtinis konvejeris, skirtas tolygiai supilti medžiagas į maišytuvą.
Lakieji pelenai (arba smėlis, akmens milteliai) ir atliekų srutos dedami į matavimo cilindrą, kad būtų galima išmatuoti. Išmatavus įvairias medžiagas, forma yra vietoje ir srutą galima maišyti. Srutos turi atitikti proceso reikalavimus (apie 45 ℃) Prieš pilant. Jei temperatūra nepakankama, srutų dozavimo rezervuare galima šildyti autoklave, o aliuminio miltelių suspensiją galima įpilti likus 0,5–1 minutei prieš pilant medžiagas;
4) : AAC blokų išankstinis kietėjimas ir pjovimas
Išpylus, formų dėžė konvejerio grandine įstumiama į pradinį kietėjimo patalpą, kad būtų galima dujinti ir nustatyti pradinį nustatymą. Kambario temperatūra yra 50–70 ℃, o pradinis kietėjimo laikas yra 1,5–2 valandos (pagal palankias geografines sąlygas). Procesas gali būti pašalintas).Naudokite neigiamo slėgio keltuvą, kad pakeltumėte formos rėmą ir šlapio bloko korpusą ant pjovimo stalo, kur iš anksto yra autoklavo vežimėlio apatinė plokštė. Nuimkite formos rėmą. Pjovimo mašina pjauna skersai ,Ilgai pjauna,ir frezuoja šlapią bloką.Formos rėmas pakeliamas atgal į formavimo sunkvežimį, kad būtų išvalytas ir nuriebalintas, o tada pakeliamas į formavimo sunkvežimį kitam liejimui. Nupjauto bloko korpusas ir apatinė autoklavo plokštė pakeliami ant autoklavo vežimėlio su kranu ir uždedami ant Du aukštai. Yra keturios atramos tarp grindų ir keli autoklaviniai vežimėliai yra sugrupuoti kartu.
Atliekos šlapio bloko korpuso kraštuose ir kampuose, susidarančios pjovimo metu, sraigtiniu konvejeriu siunčiamos į atliekų srutų maišytuvą, esantį šalia pjovimo mašinos, ir įpilama vandens, kad būtų pagaminta atliekų srutos, skirtos naudoti srutos.
5): Autoklavuotas AAC blokas ir gatavas produktas.
Sumontavę kėbulą ant stovėjimo linijos priešais autoklavą, atidarykite autoklavo dureles, kurios išeina iš autoklavo, pirmiausia ištraukite gatavą autoklavo vežimėlį autoklave su keltuvu, o tada ištraukite autoklavo vežimėlį, kad būtų galima autoklavuoti Į autoklavą su keltuvu Autoklavas tvarkomas. Pagaminta produkcija ant autoklavo vežimėlio tiltiniu kranu pakeliama į gatavų gaminių sandėlį, o po to sunkvežimiu transportuojama į gatavų gaminių kiemą. Tuščias autoklavo vežimėlis ir dugnas Veikiančio autoklavo plokštės pakeliamos atgal į vežimo grąžinimo liniją, o krautuvę išvalę keltuvai patraukia atgal. Eikite į kitą ciklą.
Gamybos įrangos paroda
1): Medžiagų šlifavimo ir srutų gamybos skyrius
| Tradicinis srutų tankio kontrolės procesas nėra griežtas. Protoplazmos tankis dažnai nustatomas atliekant dirbtinius matavimus. Klaida yra didesnė. Cirkuliuojančios plazmos tankis kontroliuojamas remiantis patirtimi. Taigi gaminant aukštos kokybės mažos apimties produktus .Kvalifikuota norma ir gaminio kokybė nėra ideali .Amulito tankis naudojant naujausią vamzdyno matavimo metodą turi šiuos privalumus1. Srutos cirkuliuojamos tarp rezervuaro ir tankio matuoklio, srutų tankio duomenys matuojami pagal tankį, esantį tikrose kalkėse, ir grįžtamuoju ryšiu į centrinį valdymo kambarį. Siekiant sureguliuoti rutulinio malūno masės ir užpildymo vandens santykį Srutų rezervuaro. Nuolatinio tankio realiuoju laiku korekcijos tikslas pasiekiamas:2. Tankio vamzdis turi išmatuoti visų srutų koncentraciją. Išmatuokite tikslumą be klaidų. Tada nuplaukite visą vamzdį po pamainos, kad būtų užtikrintas kito matavimo tikslumas. |  | |||
 | ||||
| Lakiųjų pelenų srutų gamybos mašina | Srutų laikymo maišytuvas | Medžiagos skalė | Išpylimo sistema | |
| 2): Apyvartos ir pjovimo skyrius | ||||
 Pagrindinės amulito pjovimo mašinos savybės1) : paprastos struktūros, patogus montuoti ir prižiūrėti;2) : Pritvirtintas prie žemės, varomas planetinės pavaros reduktoriumi, vertikaliai pjaunant, pjovimo mašina atlieka ekscentrišką ir siūbuojančią pjovimą, o tai padidina pjovimo efektyvumą. Patogiau keisti pjovimo dydį. Pagrindinės amulito pjovimo mašinos savybės1) : paprastos struktūros, patogus montuoti ir prižiūrėti;2) : Pritvirtintas prie žemės, varomas planetinės pavaros reduktoriumi, vertikaliai pjaunant, pjovimo mašina atlieka ekscentrišką ir siūbuojančią pjovimą, o tai padidina pjovimo efektyvumą. Patogiau keisti pjovimo dydį. 3) : sugerianti vokišką technologiją, pridėtas vakuuminis aspiratorius, ši pjovimo mašina gali lengvai atsikratyti aukščiau esančių atliekų, nesunaikindama jokios gatavų blokų dalies ir užtikrina gaminių pralaidumą; 4) : Visą bloką pjaunant iš 6 pusių, produktų pralaidumo rodiklis padidėja, nes gatavų gaminių kokybei liejimo formų keitimas nebeturės įtakos. 5) : Didelis gatavų blokų paviršiaus šiurkštumas yra palankus pastato eksploatavimui ir statybai. 6) : Taikant padėties nustatymo skaitmeninio valdymo technologiją, ši mašina sumažina drebėjimą tekinimo, perkėlimo, pjovimo ir transportavimo metu. Be to, kliento prašymu jį galima atnaujinti į PLC valdymo sistemą, kad padidėtų gaminio pralaidumo rodiklis. | ||||
 | ||||
| Hidraulinis dažnio keitimo kranas | Horizontalioji pjovimo mašina | |||
| 1) : Hidraulinis dažnio keitimo apyvartos kranas paverčia liejimo dėžutę su bloku 90 laipsnių apykaita, uždėkite jį ant dažnio konvertavimo bloko vilkimo vežimėlio ir apdoroja nugriovimo darbus;2) : Dažnio konvertavimo bloko vilkimo vežimėlis tempia bloką į pjovimo mašiną, kurią reikia iškirpti. Apyvartos kranas pertvarko, valo ir poliruoja liejimo dėžutes ir padėklus, kad paruoštų juos pakartotiniam naudojimui. | Apsukamasis kranas apverčia formą 90 laipsnių kampu, išardo ir uždeda visą bloką ir apatinę plokštę ant bloko vilkimo vežimėlio. Bloko tempimo vežimėlis paims visą bloką į pjovimo mašiną, užbaigs horizontalų pjovimą, nulups visą bloką iš dviejų pusių ir atskirs Iššvaistomos medžiagos. | |||
   | ||||
| 3): Apyvartos kranas dugno atliekų pašalinimui | ||||||||||
 | Šį įrenginį „Amulite Group“ sukūrė savarankiškai, kad padėtų mūsų klientams visiškai išspręsti medžiagų atliekų problemą.Į šį įrenginį įeina apyvartos platforma ir kranas, jis gali pašalinti viršutinę ir apatinę atliekas. Šis kranas taip pat gali būti kaip pusgaminio transportavimo kranas. | |||||||||
| Transportavimo kranas prieš autoklavą | Atraminė plokštė | Autoklavo vežimėlis | ||||||||
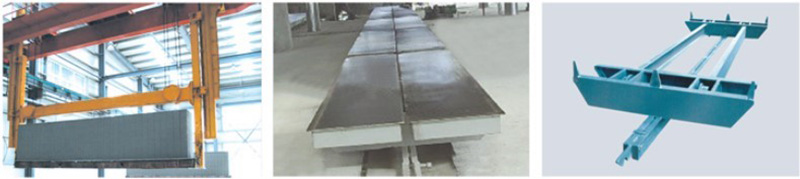 | ||||||||||
| Po pjovimo, transportavimo kranu vežimėlis į autoklavinį vežimėlį, skirtas įvažiuoti į autoklavą. Šis įrenginys turi paprastą struktūrą, stabiliai veikia, geros kokybės ir lengvai prižiūrimas. | „Amulite Group“ sukurta pagrindinė plokštė taip pat gali būti šoninė plokštė, jos nereikia keisti, kol išeis iš autoklavo. Ji pagaminta iš mangano plieno ir niekada nedeformuojasi esant aukštai temperatūrai ir slėgiui. | Jis sudarytas iš geros kokybės profiliuoto plieno ir turi paprastą konstrukciją. Įstrigo ir nebus iškraipymų esant aukštai temperatūrai ir aukštam slėgiui autokalvinio kietėjimo aplinkoje autokalve. Kranas uždėjo šlapią bloką ant kietinimo vežimėlio autokalve ir į autoklavą, kad jis būtų autoklavas Konservuota iki pašalintų gatavų blokų; | ||||||||
| 4): gatavo produkto tvarkymo įranga | ||||||||||
 | Paprastai autoklavuoti blokai ir plokštės kartais turi sukibimą. Atskyrimo mašina turi visiškai atskirti sukibimo blokus nepažeidžiant blokų, kurie integruoja tradicinės atskyrimo mašinos ir gatavo produkto nešiklio funkciją. Kiekviena atskyrimo ranka yra valdoma atskirai, Išsprendė blokų ir plokščių atskyrimo toje pačioje formoje problemą; Įranga efektyviai ir švelniai apdoroja, sumažindama bendras išlaidas ir tuo pačiu užtikrindama kokybę. | |||||||||
| Perdavimo ir pakavimo linija | ||||||||||
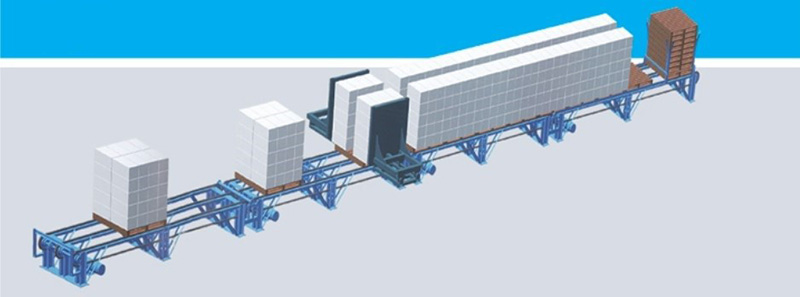 | ||||||||||
| Ši sistemos linija apima medinių padėklų transportavimo ir pakavimo liniją, kuri daugiausia skirta gataviems AAC blokams. Visi liejimo gaminiai vienu metu bus perkelti ant medinio padėklo, naudojant gatavų gaminių suspaudimo įtaisą, kad būtų galima toliau platinti ir pakuoti Ši linija. Ši mašina pasižymi tokiomis savybėmis kaip automatinis paskirstymas valdant kompiuterį, tikslus padėties nustatymas transportavimo metu ir automatinis pakrauto medinio padėklo atskyrimas, tokiu atveju patogu pakuoti ir gabenti. | ||||||||||
| 5): Daugiau mašinų šou | ||||||||||
 Gatavų gaminių spaustukas Gatavų gaminių spaustukas |  Rotacinis spaustukas Rotacinis spaustukas | |||||||||
 | ||||||||||
| Specialus kranas skydams | Prijunkite mašiną | Atidarykite lošimo automatą | ||||||||
 | ||||||||||
| Rutulinis malūnas | Žandikaulio trupintuvas | Autoklavas | Boileris | |||||||
 | ||||||||||